

This article walks through the manufacturing process of waterproof LVT flooring and highlights key production considerations at each stage, helping manufacturers identify where quality risks tend to arise and how to address them.

How Is Waterproof LVT Flooring Manufactured?
Producing waterproof LVT flooring involves a sequence of precisely controlled processes—from raw material compounding through to layer lamination. Each stage plays a defined role in building the composite structure that gives the finished product its waterproof integrity and surface performance.
Multi-Layer Composite Structure
Waterproof LVT flooring is typically built from three functional layers:
- PVC base layer: Provides structural rigidity and dimensional stability
- Printed decorative film: Delivers the visual pattern, including wood grain, stone, ceramic, and other designs
- Transparent wear-resistant PVC layer: Protects the decorative film from abrasion and surface damage
- Backing / balance layer: Balances structural stress to enhance dimensional stability, prevents warping and deformation, and improves overall installation stability
The way these layers are bonded and sealed together is what ultimately determines the waterproof performance of the finished plank.
Extrusion and Calendering Process
The process begins with raw material preparation, using PVC powder, calcium carbonate, DOTP, stabilizer, lubricant, and functional additives in a formulation designed for stable extrusion. The compounded material is fed into a twin-screw extruder to produce a continuous sheet, which is shaped through a T-die and then passed through a calendering system. The calender applies controlled pressure to achieve the required thickness and surface uniformity across the full production width.
Surface Treatment Process (Calendering Compaction)
During the calendering stage, the PVC sheet undergoes controlled high temperature and pressure that further densifies its internal structure into a more compact, uniform body. This structural compaction delivers tighter thickness tolerance, better surface flatness, and improved dimensional stability in the finished plank, while giving the upper layers a more reliable surface to bond to during lamination.
Common Manufacturing Challenges in Waterproof LVT Flooring Production
Even with a sound formulation, recurring quality issues are common in LVT production. Most trace back to specific points in the process that are easy to overlook during equipment selection or line setup.
Thickness Variation Across the Sheet Width
Uneven thickness leads to dimensional inconsistency in the finished plankand increases defect rates. In most cases, the root cause is either inconsistent melt pressure at the T-die exit or insufficient precision in the calender roll gap control—both of which are equipment-level issues rather than formulation problems.
How to address it:
Start by setting the die lip gap precisely for each product spec. If the variation is positional and consistent, check lip parallelism and internal flow channel balance. If the deviation shifts over time rather than staying in one place, it is more likely caused by thermal drift in the barrel or die zones and should be investigated accordingly.
Boyu Machinery’s precision-machined T-die maintains uniform melt distribution across the full production width, with width specifications available to suit specific production requirements. The calender’s controlled roll gap adjustment further holds thickness within tight tolerances throughout continuous runs.
Surface Defects—Bubbles, Pits, and Streaks
Surface defects are frequently misdiagnosed as formulation problems, but in practice, most have clear process-level causes. Bubbles and pits typically trace to moisture in PVC powder or calcium carbonate, both of which absorb humidity during storage and need to be verified before compounding.
Rough surfaces, on the other hand, often indicate unmelted particles caused by a torn screen or insufficient temperature in the compression zone. Streaks are a different issue altogether and usually point to uneven die temperature distribution across the width.
How to address it:
Before every production run, verify raw material moisture content and confirm the extruder vent zone is clear. For streaks specifically, map die temperature zone by zone to locate any hot or cold spots—in most cases, a temperature profile adjustment resolves the issue without any mechanical intervention.
Boyu Machinery’s twin-screw extruder is configured for thorough plasticization of LVT formulations, with a screw design that balances melt consistency and effective degassing. The temperature control system maintains stable zone temperatures across the barrel and die, reducing the conditions that give rise to streaks and surface irregularities.
Layer Delamination and Waterproof Integrity
Delamination is a structural failure that directly compromises the waterproof performance of the finished plank. In most cases, the root causes are equipment- and process-related: insufficient bonding temperature and inconsistent sheet tension at the lamination stage, both of which prevent the layers from fusing properly under heat and pressure. A base sheet with uneven surface quality or residual micro-voids also gives the upper layers a less reliable surface to bond to.
How to address it:
Begin by checking bonding temperature and pressure consistency at the lamination stage, then verify that sheet tension stays stable across the full line. Boyu Machinery’s traction machine maintains steady tension from the calender all the way through to the cutting stage, directly reducing the tension variation that contributes to bonding failure. The calendering process supports this by producing a denser, more uniform base sheet, giving subsequent layers a more reliable surface to fuse to.

Why Equipment Choice Matters: A Closer Look at Boyu Machinery
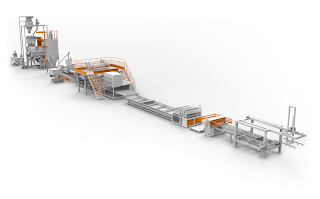
Boyu Machinery is a professional plastic extrusion machinery manufacturer providing precision-engineered production solutions across multiple application areas. Its LVT production equipment is designed for stable, high-volume continuous output with the process control that waterproof LVT manufacturing demands. The complete line covers every stage of the production process:
- Extruder
- T-Die
- Calender
- Traction Machine
- Cutting Machine
- Automatic Flipping & Stacker System
Available extruder models:
| Model | Motor Power | Daily Capacity |
| SJSZ-110 | 200 kW | 20–25 T/24H |
| SJSP-138 | 160 kW | 30–35 T/24H |
| SJSP-160 | 250 kW | 45–60 T/24H |
All models support thicknesses of 1–3 mm and carry full CE certification. Key components are sourced from brands such as Schneider, ABB, Siemens, Inovance, NSK, and SKF. For more details, visit Boyu Machinery.
Conclusion
Consistent quality in waterproof LVT flooring production comes down to how well the production line controls thickness, surface integrity, and layer bonding across every shift. If any of these are recurring problems on your current line, the issue is likely process- or equipment-related rather than formulation-related.
Contact Boyu Machinery to discuss your specific production requirements. What is the most persistent challenge on your current LVT production line? Leave a comment—we are happy to share our assessment.



